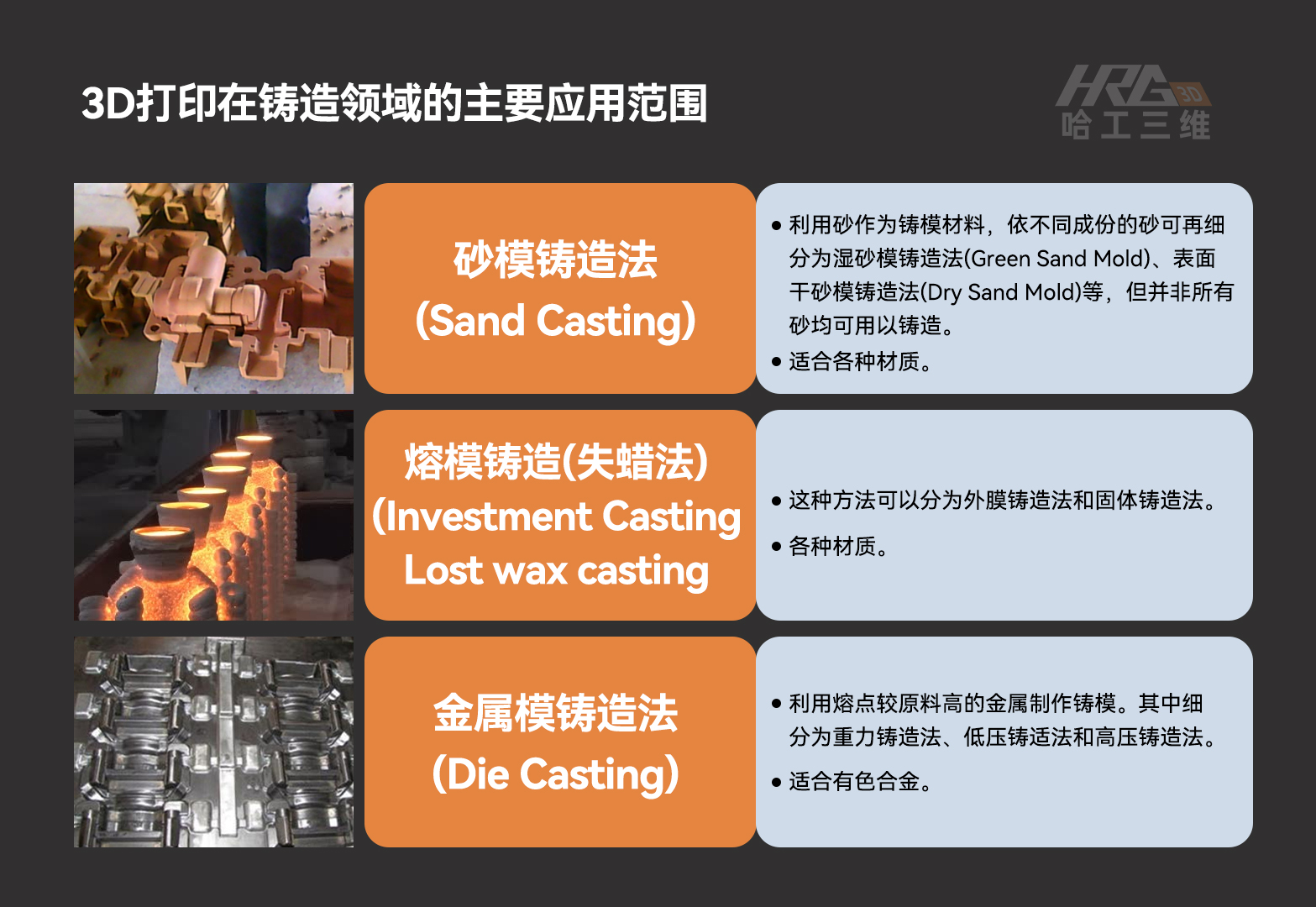
3D打印技術在鑄造工藝上的應用是鑄造行業技術發展的重要方向之一。通過結合3D打印與鑄造各自的優勢,可以突破行業原有的小批量制模成本高、造型局限性大等痛點。目前將3D打印工藝應用到生產中已經成為鑄造行業的趨勢。無論是3D打印蠟模、3D打印陶瓷型芯還是3D打印母模等應用都將加強鑄造公司的市場競爭力。
今天哈工三維給大家帶來一個分享,是基于光固化(SLA) 3D打印技術與鑄造專用樹脂所形成的數字化精密鑄造工藝流程,從中可以體現出3D打印與精密鑄造相結合所具有的優勢,以及在什么情況下適用該工藝。
傳統精密鑄造流程與3D打印數字化流程對比
3D打印數字化鑄造流程工藝細節剖析
1. 型模制作
3D打印制作型模:無論怎樣復雜都可以快速制作型模。免去開模程序,節省大量的時間和費用。
軟件:3D打印抽殼制作型模
3D打印前處理軟件的抽殼功能,把型模處理成空心結構:大大減少樹脂原料的消耗,節省大量成本;基本消除了樹脂在后期處理過程中的膨脹問題;大大減少了出去型模步驟殘留的灰燼量。
前處理軟件在數據處理時可自定義抽殼壁厚、內部支撐臂的長和寬、可自由選擇位置來放置排料孔,輕量化處理避免脫蠟時脹殼問題。
材料:HRG3D光敏樹脂TC53
具有低灰分含量,表面灰分容易被清潔,同時具有粘度低、尺寸穩定、部件表面光滑、表面處理容易、產品穩定等特點。
2. 型模預處理與裝配組樹
SLA設備3D打印打印出的型模可直接用蠟“焊接”在澆道上面,和正常的蠟型一樣裝配。考慮到去除SLA型模的方式,澆口與流道的設計可以比傳統蠟型大些,這樣有助于空氣進入幫助燃燒型模。
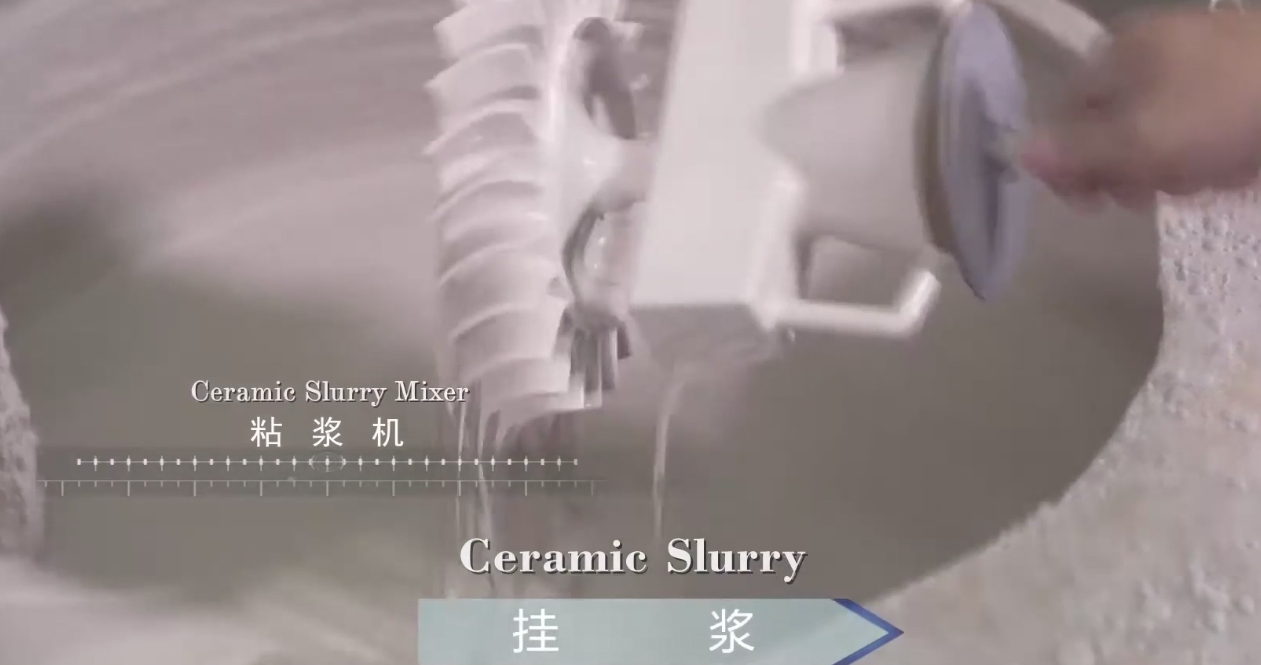
3. 制殼
掛第一層漿料前,清洗蠟樹時注意觀察是否有氣泡出現。如果有,說明型模密封性不好。蠟樹浸入漿液時避免浮力對蠟樹造成破壞。為了增強型殼的強度,可考慮多制一層殼或采用加強。
4. 脫蠟
焙燒前將通風孔燙穿,焙燒時有利于氣體對流。
5. 焙燒
通入充足的空氣高溫焙燒,保持溫度在800-1100度兩個小時(根據零件大小,適當延長時間)。
SLA原型所用鑄造專用樹脂(TC53)50~60℃時開始軟化,超過300℃后,樹脂的分子結構開始崩潰,達到600℃時,樹脂材料燃燒分解成二氧化碳、水和少量殘留。完全燒失穩溫度在800℃左右。
6. 清除灰燼
灰分殘留會影響鑄件的表面質量和造成內部缺陷。
7. 預熱及澆筑
預熱前用陶瓷棒、耐火泥等材料堵上通風孔。
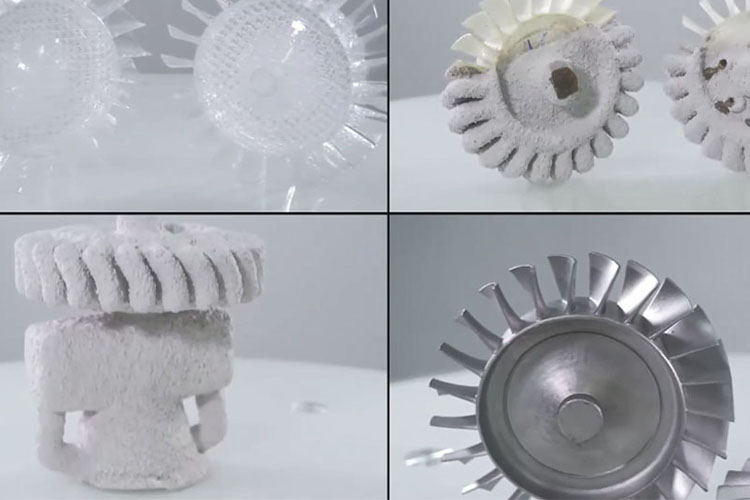
精密鑄造成品:
3D打印數字化精密鑄造工藝優勢
快
速度快、成本低,2-3 天即可獲得消失型模,滿足多品種、小批量的業務需求
優
可以3D打印出具有復雜空間結構的蠟模,尺寸精度接近模具壓型蠟模
凈
僅0.05%灰分殘留,不含重金屬元素,不污染鑄件
精
型模表面質量好,細節表現力強。經處理后表面粗糙度可達Ra1.6,最小打印尺寸僅0.3mm。
以上是對基于SLA 技術的3D打印數字化精密鑄造工藝優勢的總結。那么,精密鑄造企業在什么情況下應用這一工藝,才能“物盡其用”呢?以下是5種經典的應用場景。
工藝設計優化
緊急交期
少量(50件以內), 制作模具費用較高
結構特殊,無法開模
測試件、原型驗證